

Instant coffee has become a staple in modern life, offering convenience without compromising on flavor. But have you ever wondered about the intricate process behind those tiny, soluble granules? From selecting premium coffee beans to sealing in freshness, the journey of instant coffee involves precise craftsmanship and advanced technology. Let’s dive into the step-by-step manufacturing and packaging process that brings your favorite quick brew to life.

The foundation of great instant coffee starts with high-quality raw materials. Most manufacturers choose Arabica or Robusta beans (or a blend) for their distinct flavor profiles and caffeine content. Arabica beans, with their smooth, fruity notes, are often used for premium instant coffee, while Robusta beans add a bold, bitter kick and higher solubility—ideal for mass-market products. Beans are sourced from top coffee-growing regions like Colombia, Brazil, and Vietnam, then rigorously tested for moisture, acidity, and aroma.
Once selected, the beans undergo roasting to develop their characteristic taste. The roasting process typically takes place at 200–240°C for 10–15 minutes, depending on the desired flavor intensity. Light roasting preserves bright, floral notes, while dark roasting creates rich, smoky undertones. During roasting, the beans release moisture, expand in size, and undergo a chemical reaction called the “Maillard reaction,” which produces hundreds of flavor compounds. After roasting, the beans are quickly cooled to stop the process and lock in freshness.
Roasted beans are ground into a fine powder to maximize surface area for extraction. The grind size is crucial—too coarse, and flavor compounds won’t fully dissolve; too fine, and the powder may clump during processing. Most instant coffee manufacturers use a medium-fine grind that balances solubility and flavor extraction.
The ground coffee is then mixed with hot water (typically 90–95°C) in large extraction tanks. This step is similar to brewing regular coffee but scaled up for industrial production. High pressure is often used to speed up the process and extract more flavor compounds—some manufacturers use spray extraction or percolation methods to achieve maximum efficiency. The result is a thick, concentrated coffee liquid (about 10–15 times stronger than regular brewed coffee).
The coffee concentrate is then concentrated to remove excess water, making it easier to dry into soluble granules. Two common methods are used here:
Evaporation: The concentrate is heated in a vacuum evaporator at low temperatures (to preserve flavor) to reduce water content by 50–70%.
Reverse Osmosis: A membrane filter separates water molecules from the coffee solids, creating a more concentrated liquid without heat damage.
This is the most critical step in instant coffee production, as it determines the solubility and texture of the final product. Two primary drying techniques are industry standards:
Spray Drying: The concentrated coffee is pumped through a high-pressure nozzle into a large drying tower. Hot air (150–200°C) blows through the tower, instantly evaporating the water and turning the liquid into fine, powdery granules. This method is cost-effective and widely used for mass-produced instant coffee.
Freeze Drying: The concentrate is frozen into slabs or droplets, then placed in a vacuum chamber. The ice sublimates (turns directly from solid to gas) without melting, preserving more of the coffee’s original flavor and aroma. Freeze-dried instant coffee is often considered premium due to its superior taste and faster solubility.
After drying, the coffee granules are ground into a consistent size and sieved to remove any lumps or oversized particles. This ensures that the instant coffee dissolves evenly in hot water—no clumps, just smooth brew.

Packaging is just as important as production, as it preserves the coffee’s freshness, aroma, and solubility. Here’s how instant coffee is packaged to reach your pantry in perfect condition:
Instant coffee is highly sensitive to moisture, oxygen, and light, so packaging materials must provide a tight barrier. Common options include:
Aluminum Foil Pouches: Laminated with plastic layers, these pouches block oxygen and moisture while keeping light out. They are lightweight and cost-effective, making them ideal for single-serve sachets or bulk packs.
Airtight Jars/Cans: Glass or plastic jars with airtight lids are used for premium instant coffee. They offer better protection against external factors and are reusable, appealing to eco-conscious consumers.
Single-Serve Sachets: Individual sachets are made from laminated film and filled with pre-measured coffee. They are convenient for on-the-go use and ensure freshness with each serving.
The packaging process is fully automated to maintain hygiene and efficiency:
Filling: Coffee granules are poured into containers using high-speed filling machines. For sachets, each pouch is filled with a precise amount (usually 1–2 grams) to ensure consistent flavor per cup.
Nitrogen Flushing: Before sealing, most manufacturers flush the packaging with nitrogen gas. Nitrogen displaces oxygen, which slows down oxidation and prevents the coffee from going stale. This step extends the shelf life by 6–12 months.
Sealing: Pouches are heat-sealed to create an airtight barrier, while jars are sealed with tamper-evident lids. Some packages also include a zip-lock closure for reusability after opening.
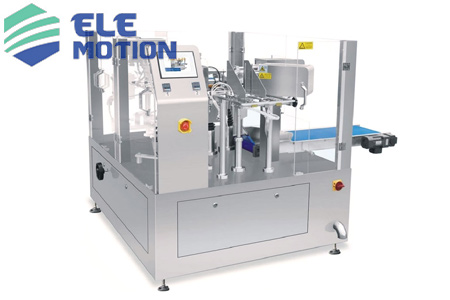
ELEMOTION provides high-quality packaging solutions, and its Rotating Premade Pouch Powder Packaging Machine can meet all your packaging needs.
Each package is labeled with essential information: brand name, product type (e.g., freeze-dried, decaf), net weight, ingredients, brewing instructions, and expiration date. Quality control teams inspect packages for leaks, incorrect filling, or labeling errors to ensure only top-quality products reach consumers.
Individual sachets are often grouped into boxes or cartons for easier storage and transportation. Bulk packs and jars are packed in protective packaging to prevent damage during shipping. The finished products are then distributed to supermarkets, convenience stores, and online retailers worldwide—ready to be enjoyed in minutes.
The care put into instant coffee’s production and packaging directly impacts its taste, solubility, and freshness. Premium brands use high-quality beans, gentle drying methods, and airtight packaging to deliver a brew that rivals freshly ground coffee. Whether you’re a busy professional, a traveler, or just someone who loves a quick cup of joe, understanding the process helps you appreciate the craftsmanship behind every spoonful.
Next time you stir instant coffee into hot water, take a moment to think about the journey it took—from coffee plantations to your mug. It’s a testament to how technology and tradition can come together to create a convenient, delicious beverage that fits seamlessly into modern life.
By the way, are you interested in coffee powder packaging machines? If so, please contact us today for more details and pricing!



GET A QUOTE



